





Zug Wasserglas Feinguss
Das Hochgeschwindigkeitsbahn-Befestigungssystem ist ein Bauteil, das die Hochgeschwindigkeitsschiene auf dem Gleisbett fixiert und es der Schiene ermöglicht, die notwendigen Bewegungen in vertikaler, horizontaler und vertikaler Richtung während des Baus von Hochgeschwindigkeitsbahnstrecken auszuführen.
Artikel | Trainieren Sie Wasserglas-Feinguss |
Herstellungsprozess | Wachsausschmelzverfahren von Wasserglas |
Formmaterial | Niedertemperaturwachs |
Schalung | Wasserglas, Quarzsand |
Prozesseigenschaften | Gusslegierungen mit komplexen Formen, die schwer zu schmieden, zu schweißen und zu schneiden sind, verringern die Bearbeitungszugaben und senken die Kosten. |
Gießtoleranzbereich | CT7 - CT9 |
Produktgewichtsbereich | 0,05 kg-200 kg |
Oberflächenveredlung | RA12.5 |
Art des Gussmaterials | Kohlenstoffstahl, legierter Stahl, Grauguss, Sphäroguss usw. |
Gemeinsame Materialien | ASTM, SAE, AISI, LÄRM, BS, JIS, NF, EN, AAS, ISO |
Nach mehr als zehn Jahren des Niederschlags verfügt Qinhuangdao Zhongwei Precision Machinery Co., Ltd. über reiche Produktionserfahrung im Wasserglas-Wachsausschmelzguss, im Schaumausschmelzguss, im Kieselsol-Präzisionsguss und im Schalensandguss.
Produktbeschreibung
Grundsituation des Zugwasserglas-Feingusses
1. Implementierungsstandards: Das Unternehmen setzt die ISO9001- und TS 16949-Zertifizierung strikt um.
2. Produktmaterialnormen: ISO, GB, ASTM, SAE, ISO, EN, LÄRM, JIS, BS
3. Hauptprozesse: Sandguss, Kieselsol-Feinguss, Wasserglas-Feinguss, Schalenguss, Entgraten, Sandstrahlen, Bearbeitung, Wärmebehandlung, Dichtheitsprüfung, Oberflächenbehandlung usw.
4. Verfügbare Materialien:
Hochmanganstahl, Hochchromstahl, Hochnickelstahl, Kohlenstoffstahl, legierter Stahl, Edelstahl, Grauguss, Gusseisen, Stahlguss, Aluminiumguss, Kupferguss usw. können nach Kundenwunsch angepasst werden.
Train Wasserglas-Feinguss-Schleifsystem
Hochgeschwindigkeits-Eisenbahnschienen-Befestigungs-Gussschleif-Produktionssystem
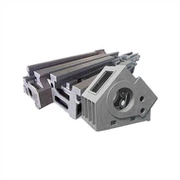
Das Hochgeschwindigkeitsbahn-Befestigungssystem ist ein Bauteil, das die Hochgeschwindigkeitsschiene auf dem Gleisbett fixiert und es der Schiene ermöglicht, die notwendigen Bewegungen in vertikaler, horizontaler und vertikaler Richtung während des Baus von Hochgeschwindigkeitsbahnstrecken auszuführen. Aufgrund der großen Achslast und der hohen Betriebsgeschwindigkeit von Hochgeschwindigkeits-Eisenbahnfahrzeugen und der hohen Anforderungen an die Glätte und Sicherheit des Gleises stellt all dies sehr hohe Anforderungen an das Befestigungssystem zum Befestigen der Schiene. Die Gussteile im Befestigungssystem, einschließlich der Eisenträgerplatte und des eingebetteten Eisensitzes, stellen als wichtige Teile des Befestigungselements hohe Anforderungen in allen Aspekten des Produktionsprozesses.
Im Produktionsprozess von Gussteilen ist das Reinigen und Schleifen der durch die Formschließung entstehenden Trennfugen und Grate ein wichtiger Bestandteil der Produktion. Wenn das Schleifen nicht gut ist, wirkt sich dies direkt auf die Produktionsqualität des Produkts aus. Zu viel Schleifen wirkt sich auf die Größe des Endprodukts aus. Bei weniger Schleifen verursachen die verbleibenden Grate Schäden an anderen Komponenten, was zu Ermüdungsbruch und Ausfall von Komponenten während des Betriebs führen kann, was die Fahrsicherheit direkt gefährdet. Im traditionellen Produktionsprozess kann der Reinigungsprozess des Gussteils aufgrund der komplexen Form des Gussstücks und der schlechten Gratkonsistenz nur manuell poliert werden, was offensichtliche Mängel verursacht, wie zum Beispiel:
1. Die Schleifqualität ist instabil und die Schleifwirkung ist schlecht. Es hängt mehr vom technischen Niveau und der Verantwortung der Arbeiter ab, und es können verschiedene Probleme mit der Schleifqualität auftreten.
2. Die Betriebsumgebung ist schlecht, das Risiko des Personaleinsatzes ist hoch und es ist leicht, Sicherheitsunfälle zu verursachen.
3. Die Schleifeffizienz ist nicht hoch, insbesondere bei einigen schwer zu schleifenden Graten ist die manuelle Schleifeffizienz sehr gering.
Aufgrund der Probleme des manuellen Schleifens gibt es immer weniger Arbeiter, die bereit sind, sich an dem Schleifprozess zu beteiligen, und die Arbeitskosten werden stark erhöht, was zu einem Anstieg der Kosten von Gussprodukten und einem Rückgang der Wettbewerbsfähigkeit auf dem Markt führt. Zur Verbesserung müssen geeignete Methoden ergriffen werden. In den letzten Jahren ist mit der kontinuierlichen Reife der Industrierobotertechnologie die „Maschinensubstitution“ zu einem Entwicklungstrend geworden, um in rauen Umgebungen zu arbeiten und die Produktionseffizienz zu verbessern.
Technisches Schema des Zugwasserglas-Feingusses
Das "High-Speed Railway Rail Fastener Casting Grinding Production System" umfasst: einen Zuführrollgang, der zum Transport der zu bearbeitenden Werkstücke dient; ein Stanzrollgang, der zum Transport der bearbeiteten Werkstücke dient; den Positionierungswerkzeugtisch, der jeweils auf der oben erwähnten Zuführrollenbahn und dem oben erwähnten Entladerollentisch angeordnet ist; Schleifroboter, der mit einem Greifer versehen ist, greift das Werkstück von dem Positionierungs-Werkzeugtisch des oben erwähnten Zuführ-Rollentisches und legt das Werkstück nach dem Schleifen in den Positionierungs-Werkzeug-Tisch des oben erwähnten Entlade-Rollentisches; Mahlen; Die Elektrospindel ist in dem Bereich angeordnet, in dem der oben erwähnte Schleifroboter das Werkstück dreht, und umfasst eine Elektrospindel, einen Diamantschleifkopf, einen Werkzeugschaft und einen Doppelstationszylinder. Die Unterseite der oben erwähnten elektrischen Spindel ist mit dem oben erwähnten Doppelstationszylinder verbunden, und ihr Ende ist mit dem oben erwähnten Diamantschleifkopf und dem oben erwähnten Schaft ausgestattet; Die Schleifmaschine, die in dem Bereich angeordnet ist, in dem der oben erwähnte Schleifroboter das Werkstück dreht, um sich zu bewegen, umfasst eine rotierende Welle, eine Diamanttrennscheibe, eine Diamantschleifscheibe, einen schwimmenden Zylinder, einen Motor, und die oben erwähnte rotierende Welle ist horizontal angeordnet und wird durch sie angetrieben obenerwähnter Motor, ein Ende ist mit der obenerwähnten Diamantschneidklinge ausgestattet, das andere Ende ist mit der obenerwähnten Diamantschleifscheibe ausgestattet, und der Boden der obenerwähnten rotierenden Welle ist mit dem obenerwähnten Schwimmer verbunden Zylinder. Ferner sind der oben erwähnte Zuführrolltisch und der oben erwähnte Entladerolltisch alle mit einem visuellen Erkennungsroboter versehen, und der oben erwähnte visuelle Erkennungsroboter kann ein Bild des Werkstücks machen, um die Kategorie und den Greifpunkt davon zu identifizieren Produkt und legen Sie das Werkstück auf den Positionierungswerkzeugtisch. Präzise Positionierung.
Ferner umfasst die oben erwähnte Werkzeugplattform zum Positionieren eine Werkbank, eine Halterung, einen Positionierungsblock, eine Führungsplatte und einen Ausschalter zum Schießen, die oben erwähnte Werkbank wird durch die oben erwähnte Halterung und dergleichen getragen Der oben erwähnte Positionierblock ist auf seiner Oberfläche befestigt, und der oben erwähnte Positionierblock ist fest mit der oben erwähnten Führungsplatte zum Lokalisieren des Werkstücks angeordnet, wobei der Positionierblock mit dem Ausschalt- und Schussschalter zum Erfassen versehen ist ob ein Werkstück vorhanden ist. Ferner ist der oben erwähnte Positionierungswerkzeugtisch mit drei Auslöseschaltern ausgestattet. Ferner ist der Boden der oben erwähnten elektrischen Schleifspindel mit einem Materialaufnahmewagen versehen, der direkt unter dem oben erwähnten Diamantschleifkopf angeordnet ist. Ferner sind die Diamantschleifscheibe und das Diamantschneidblatt der oben erwähnten Schleifmaschine mit Schutzabdeckungen ausgestattet, die oben erwähnte Schleifmaschine ist mit einer Basis und dem oben erwähnten schwimmenden Zylinder, der oben erwähnten rotierenden Welle versehen und der oben erwähnte Motor sind alle auf der oben erwähnten Basis angeordnet. Ferner ist der Greifer des Schleifroboters mit zwei Greiffingern versehen, die äußersten Endflächen der zwei Greiffinger sind Positionierungsflächen, und die zwei Greiffinger werden durch einen zusammengebauten Luftzylinder geöffnet und geschlossen. Ferner ist der Greifer des oben erwähnten Schleifroboters mit drei Greiffingern versehen, die jeweils von Greifzylindern angetrieben werden.
Verbesserungseffekt des Zugwasserglas-Feingusses
1. Die automatische Identifizierung und das automatische Schleifen von Produkten werden realisiert, was die Schleifqualität von Produkten erheblich verbessert und das Qualitätsniveau von Produkten verbessert.
2. Durch die Verwendung des automatischen Be- und Entladens in der geschlossenen Werkstatt kann eine geschlossene Staubentfernung realisiert werden, was die Schleifumgebung und die Sicherheit des Personals erheblich verbessert.
3. Die Produktionseffizienz ist hoch, die Produktkosten werden reduziert und die Marktwettbewerbsfähigkeit des Produkts wird verbessert.
4. Das System hat eine einfache Bedienung und gute Vielseitigkeit und kann das schnelle Umschalten verschiedener Produkte realisieren.

Die Druckfestigkeit der hergestellten Gegengewichtsprodukte erreicht 42 MPa und das spezifische Gewicht kann 4000 kg pro Kubikmeter erreichen. Es kann das herkömmliche Gegengewicht aus Gusseisen ersetzen, und das Gegengewicht hat niedrige Produktionskosten, spart Ressourcen und ist ein kostengünstiges, qualitativ hochwertiges und umweltfreundliches Produkt. Das Unternehmen kann schnell verschiedene Arten von Produkten gemäß den Spezifikationen des Kunden herstellen.
Gabelstapler-Gegengewichtseisen ist ein schweres Objekt, das verwendet wird, um sein eigenes Gewicht zu erhöhen, um das Gleichgewicht zu halten. Es wird zu einer Flüssigkeit geschmolzen, die den Anforderungen entspricht, und in die Form gegossen. Nach dem Abkühlen, Erstarren und Reinigen erhält man es mit vorgegebener Form, Größe und Leistungsfähigkeit des Gießprozesses.
Post-Casting-Prozess
1. Wärmebehandlung: Glühen, Aufkohlen, Anlassen, Abschrecken, Normalisieren, Oberflächenanlassen
2. Verarbeitungsgeräte: CNC, WEDM, Drehmaschine, Fräsmaschine, Bohrmaschine, Schleifmaschine usw.;
3. Oberflächenbehandlung: Pulversprühen, Verchromen, Lackieren, Sandstrahlen, Vernickeln, Galvanisieren, Schwärzen, Polieren, Bläuen usw.
Formen und Inspektionsvorrichtungen
1. Lebensdauer der Form: in der Regel semipermanent. (außer verlorener Schaum)
2. Lieferzeit der Form: 10-25 Tage (je nach Produktstruktur und Produktgröße).
3. Werkzeug- und Formenwartung: Zhongwei ist für Präzisionsteile verantwortlich.
Qualitätskontrolle
1. Qualitätskontrolle: Die Fehlerquote beträgt weniger als 0,1 Prozent .
2. Muster und Probelauf werden während der Produktion und vor dem Versand zu 100 Prozent geprüft, Musterprüfung für die Massenproduktion gemäß ISDO-Standards oder Kundenanforderungen
3. Prüfgerät: Fehlererkennung, Spektrumanalysator, Golden Image Analyzer, Drei-Koordinaten-Messmaschine, Härteprüfgerät, Zugprüfmaschine;
4. After-Sales-Service bieten.
5. Die Qualität kann zurückverfolgt werden.






Anfrage senden